Excerpt
from John W. Rushtons book, Effective Maintenance Management Using Planned
and Preventive Maintenance.
All Super Hawks use backlog
boards.
A good, but not great,
planned maintenance program can be developed without using magnetic boards. However, any good program can become significantly better by installing
and using these boards. We doubt that any group can become a first class
maintenance organization without boards. If you question the quality of your
program, installing boards is the single quickest way to find out just how good
your program really is. The use of a computer cannot currently
duplicate the function of this board. Using
software has no real bearing on the value of the board.
The boards are easy to maintain and require very few
minutes each day. If the planner does not keep them up, it is a big job to get
the boards up to date and, even worse, everyone that has any connection with the program knows that the planner is not
doing his job. This differs from the
computer where a planner can be behind for weeks or months before anyone
realizes that the information in the maintenance computer is of little, if any,
use in planning maintenance work. Most foremen like the lack of accountability
that a poor system creates, and will gladly assign their people as they feel
the need and allow the planner to keep score after the fact. Magnetic
boards cannot replace the computer, but in the real world, we have never seen
the computer replace magnetic boards.
The magnetic board is
primarily a communications tool,
and makes it much easier for more people to get involved in the planning
effort. Magnetic boards make it easy for a vice president or a plant manager
to walk into a planning office and immediately know the health of the planned
maintenance program. They make it easy for a production supervisor that
perceives a need for maintenance work to quickly check and find out if there
is a work order written. He can then initiate a job request, adjust priority
and suggest a schedule in a matter of a few seconds. A good magnetic board system will get used many times every day.
Magnetic boards can be
purchased from almost any school or office supply company. We prefer a slick, white surface, and you
should check to make sure the board is magnetic. Size and number of boards is
determined by the size of the active backlog and the number of areas that
need to be scheduled.
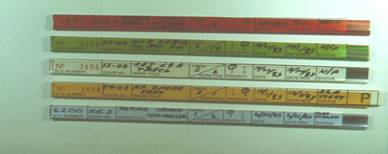
WORK ORDER BACKLOG CONTROL STRIPS
Fig.1 shows an example of
the backlog strips used on a backlog board. (The
multi-colored, magnetic strip holders can be purchased from Rushton International. ) These strips can be a tear-off strip on the bottom of
the work order, or they can be printed on separate sheets of backlog strip
paper. They can also be filled out manually. Your work and the capability of
your computer and software will determine which option is best for you.
Fig.2 shows the suggested
format for the strips. The main requirement is that the short description of
the work be clearly legible from a few feet away. If the user wants additional
information, he will either remove the strip to read it or move closer to the
board.
Figure 1 Backlog Control Strips
Figure 2 Backlog Control Strip
Even the most active of
planning offices adds a very limited number of work orders each day, and it is
not difficult to keep strips up to date.
Figure 3 Typical
Backlog Board
BACKLOG AND PARTS CONTROL
BOARDS
When the availability of a
part determines when a job can be scheduled, a parts control strip should be
placed directly below the work order, creating a backlog and parts control
board.
Backlog and parts control
boards have a space for each piece of equipment or group of equipment. In this
space there is one magnetic strip for each open work order related to the
equipment that is not currently scheduled. In addition, there is a strip for
each part or group of parts that are on order to accomplish this work. Normally
there will be one strip for each requisition. The parts strips should be
identified by color and should stay with the work order until the parts are
received. When the part arrives and is staged in the warehouse, the parts,
indicating that the work can be scheduled when the equipment and manpower are
available.
Figure 4 Parts Control Strip
Backlog and parts control
boards can be laid out in a number of different ways, and colors can be used to
indicate crafts or priorities. Some boards are laid out by equipment and craft,
and the backlog control strips are arranged by priority. The main purpose is to
get the backlog and parts where they can be easily seen, and the strips where they
are readily available for the scheduling board.
A scheduling board is a
rotating weekly schedule that has a space for each day in a two-week period.
One week is labeled this week and
the other week is labeled next week.
On the first day of each week the labels are rotated. With a good board, the
planner should begin the week with a good picture of what he is going to do for
the next seven days, and have a section to start planning for the following
week.
The planner starts by
putting all scheduled PM activity on the appropriate days and building the
schedule for additional work around equipment that is already scheduled to be
down. Both the general foreman and front line foreman are encouraged to look at
the board and make suggestions. Production is ultimately responsible, and can
make suggestions or directives (depending on their authority). If this board is
used properly, it is much easier for the planner to prepare daily and weekly
schedules. These schedules should require little, if any, changeproduction has
looked at them in advance, and approvals or disapprovals can be done informally
and not take up time in the weekly or daily planning meetings. The better the
schedules, the less time these meetings take.
This Week Next
Week Completed
Monday Thursday Monday Thursday
Tuesday Friday Tuesday Friday
Wednesday Weekend Wednesday Weekend
Figure 6 Scheduling Board
The scheduling board is the
quickest visual clue as to how much
planning is really going on. There should be three or four days with a full
schedule planned, and a significant but decreasing number of jobs planned for
the later days of the schedule. With a good current board, it is an absolute
certainty that someone is thinking ahead and there is effort being made to plan
maintenance activities. A board with little or no work scheduled for the next
two or three days is just as strong an indication that maintenance is becoming
reactive and planning is being done after the fact.
Every facility uses boards
for some things. They are, and will continue to be, the best method of
communicating across a large cross section of people. Good boards are one of
the keys in establishing and tracking the acceptance of accountability. They
can encourage employees from mechanics to senior management to get involved.
The larger and more complex a facility is, the more it needs the boards. They
are a bit of work to get setup properly, but they are worth the effort and will
make life easier in the long run.